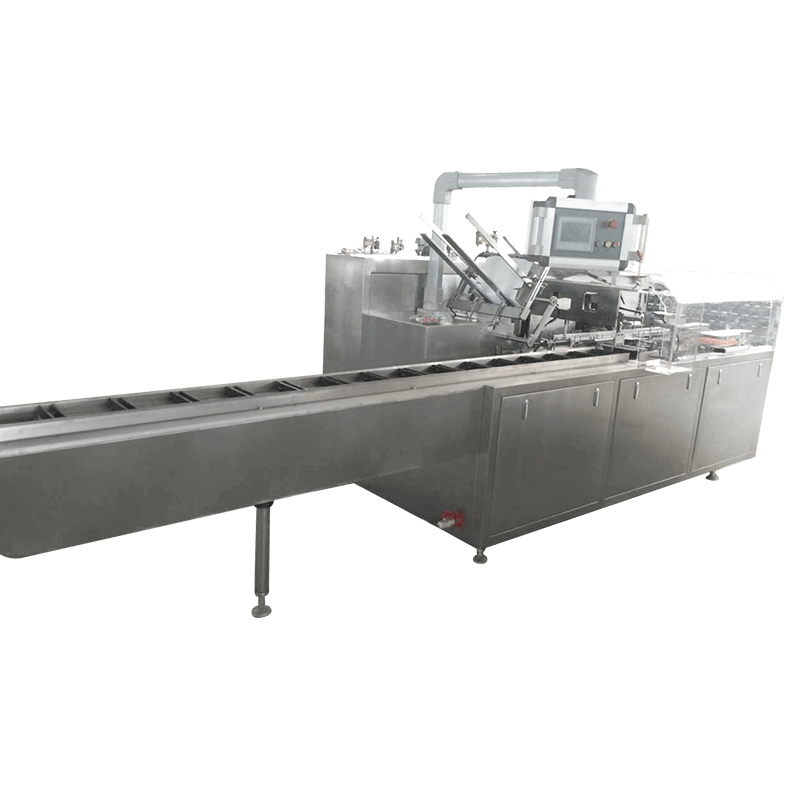
Høyhastighetsgranulat og pulverpakkemaskin
Cat:Universal helautomatisk granulatpakkemaskin
Hovedtekniske parametere: 1) utstyrsmodell: MP140; 2) Designet pakkehastighet: 400-600 pakker/minutt; 3) ferdige pakkedimensjoner:...
Se detaljer
No
En moderne emballasje produksjonslinje er et sofistikert økosystem av sammenkoblede maskiner designet for å transformere bulkprodukter til markedsklare enheter. Grunnlaget for dette systemet begynner med primært emballasjeutstyr, slik som vertikale formfyllingsforseglingsmaskiner (VFFS) eller roterende posefyllere, som håndterer direkte kontakt med produktet. Disse støttes av høypresisjonsveiesystemer og flerhodevekter som sikrer doseringsnøyaktighet, reduserer produktutdeling og opprettholder samsvar med regelverket. Integrasjon mellom disse komponentene er kritisk; en flaskehals på veiestadiet kan stoppe hele nedstrømsprosessen, noe som gjør synkroniserte kommunikasjonsprotokoller avgjørende for å opprettholde en jevn flyt.
Sekundære og tertiære stadier involverer kartongering, foringsrør og palletering. Sekundæremballasje fokuserer på å gruppere individuelle enheter i detaljklare bokser, mens tertiæremballasje forbereder disse boksene for bulktransport. Moderne linjer bruker ofte robotarmintegratorer for palletering, som tilbyr mye høyere fleksibilitet enn tradisjonelle mekaniske palleteringsmaskiner. Disse robotene kan programmeres til å håndtere ulike SKU-størrelser og stablemønstre, slik at produsenter kan bytte mellom produktlinjer med minimal nedetid. Den sømløse overgangen mellom disse stadiene er det som definerer et høyytelses produksjonsmiljø.
Når du velger utstyr for en pakkelinje, er teknisk kompatibilitet og gjennomstrømningskapasitet de primære beregningene for suksess. Følgende tabell skisserer standard ytelsesforventninger for nøkkelmaskineri innenfor et produksjonsmiljø med middels til høyt volum:
| Maskintype | Gjennomsnittlig hastighet (BPM) | Nøkkelberegning |
| Roterende flytende fyllstoff | 120 - 400 | Fyllpresisjon (±0,5 %) |
| Induksjonsforsegler | 60 - 200 | Hermetisk forseglingsintegritet |
| Automatisk merkevare | 150 - 500 | Plasseringsnøyaktighet |
| Saksoppfører | 15 - 30 | Firkantet konsistens |
Kvalitetskontroll er ikke lenger en manuell prøvetakingsprosess, men en innebygd, automatisert nødvendighet. Synsinspeksjonssystemer er nå standard på høyhastighetslinjer for å verifisere etikettorientering, utløpsdato-lesbarhet og hettemoment. Disse systemene bruker høyhastighetskameraer og AI-drevet programvare for å identifisere defekter i millisekunder, og utløser pneumatiske avvisningsarmer for å fjerne defekte gjenstander uten å bremse linjen. Dette sikrer at kun 100 % kompatible produkter når foringsstadiet, noe som reduserer risikoen for kostbare tilbakekallinger betydelig.
I et anlegg med flere produkter er metoden "Single-Minute Exchange of Die" (SMED) avgjørende for å opprettholde lønnsomheten. En produksjonslinje for emballasje som tar fire timer å endre fra en 500 ml flaske til en 1-liters flaske representerer et massivt tap i potensiell inntekt. For å bekjempe dette, investerer produsenter i "verktøyløst" maskineri der justeringer kan gjøres via håndsveiver med digitale avlesninger eller gjennom HMI (Human Machine Interface) forhåndsinnstillinger som automatisk justerer transportbåndbredder og sensorhøyder.
Modulær linjedesign er en annen praktisk løsning. Ved å bruke mobile utstyrsenheter som kan trilles inn og ut av linjen, kan anlegg omgå visse maskiner eller bytte ut merkehoder på få minutter. Standardisering av beholderhalsfinish og etikettdimensjoner på tvers av ulike produktserier forenkler de mekaniske kravene til en overgang ytterligere. Når disse strategiene kombineres med et trent vedlikeholdsteam i "pit-crew"-stil, kan overgangstidene ofte reduseres med over 50 %, noe som direkte øker anleggets samlede utstyrseffektivitet (OEE).
Integreringen av Industrial Internet of Things (IIoT) sensorer på tvers av pakkelinjen muliggjør sanntids datainnsamling og prediktivt vedlikehold. I stedet for å vente på at en motor skal svikte, overvåker sensorer vibrasjoner og varmesignaturer for å forutsi feil før de oppstår. Disse dataene mates inn i et sentralisert SCADA-system (Supervisory Control and Data Acquisition) som gir ledere en oversikt over linjeytelsen, inkludert årsaker til nedetid og skrothastigheter. Dette nivået av åpenhet er avgjørende for kontinuerlig forbedring og hjelper til med å identifisere subtile ineffektiviteter som ellers kan gå ubemerket av gulvoperatører.

Hovedtekniske parametere: 1) utstyrsmodell: MP140; 2) Designet pakkehastighet: 400-600 pakker/minutt; 3) ferdige pakkedimensjoner:...
Se detaljer
Dette emballasjesystemet kombinerer en skrue -veiemaskin med 5000F/7300F/1100F vertikal fyllings- og emballasjemaskin, noe som gjør det ideelt for ...
Se detaljer
Denne høyytelsesventilposen som veier og fyllingsmaskiner er ideell for å emballasje tørrmørtel, sement, kalk, gipspulver, tungt kalsiumpulver, kva...
Se detaljer
Denne enheten er designet spesielt for å oppfylle kravene til måling og fylle materialer med høy viskositet. Utstyrt med en servo-rotormålingspumpe...
Se detaljer
Formål og funksjoner MP-100-kartoneringsmaskinen er i stand til pålitelig å laste inn forskjellige materialer som granuler, pulver og pakke...
Se detaljer
MPHB50 er et avansert emballasjesystem som integrerer automatisk veiing, posefôring, fylling, pakking, forsegling og levering. Designet for å funge...
Se detaljer
Kort introduksjon: Denne helautomatiske emballasjeenheten er designet for å laste inn ferdigpakkede små poser (100-1000 g) i sammensatte fi...
Se detaljer
Driftsprinsipp og nøkkelfunksjoner Bøtteheisen vår opererer gjennom en kjededrevet heise, designet for vertikal transport av små blokker og...
Se detaljer
Den høye presisjons automatiske merkemaskinen er designet for å levere nøyaktig og effektiv merking for et bredt spekter av produkter. Med en merki...
Se detaljer
Funksjoner: ● leverer en klar, solid kodingseffekt. ● Bygget for å motstå forskjellige feltmiljøer og støtte utvidet drift med høy belas...
Se detaljer
Fordeler : Dette utstyret gir sømløs inspeksjon av produkter under kontinuerlig drift, identifiserer ukvalifiserte elementer og utfører...
Se detaljer
Fordeler: MPJST Metal Detection Series bruker avansert PC-basert digital signalbehandlingsteknologi for å huske deteksjonseffekten av o...
Se detaljerAnhui Mach Packing Machinery Co., Ltd. er fokus på forskning og utvikling og produksjon av granulatemaskiner, pulveremaskiner, væske Emballasjemaskiner og helautomatiske produksjonslinjer.
Tushan Road, Xinzhan District, Yaohai District, Hefei City, Anhui Province, Kina
+86 186 5603 2099
Copyright © Anhui Mach Packing Machinery Co., Ltd. All Rights Reserved.
Kontakt oss