Hva en kjededrevet bøtteheis er og hvordan den skiller seg fra beltedrevne systemer
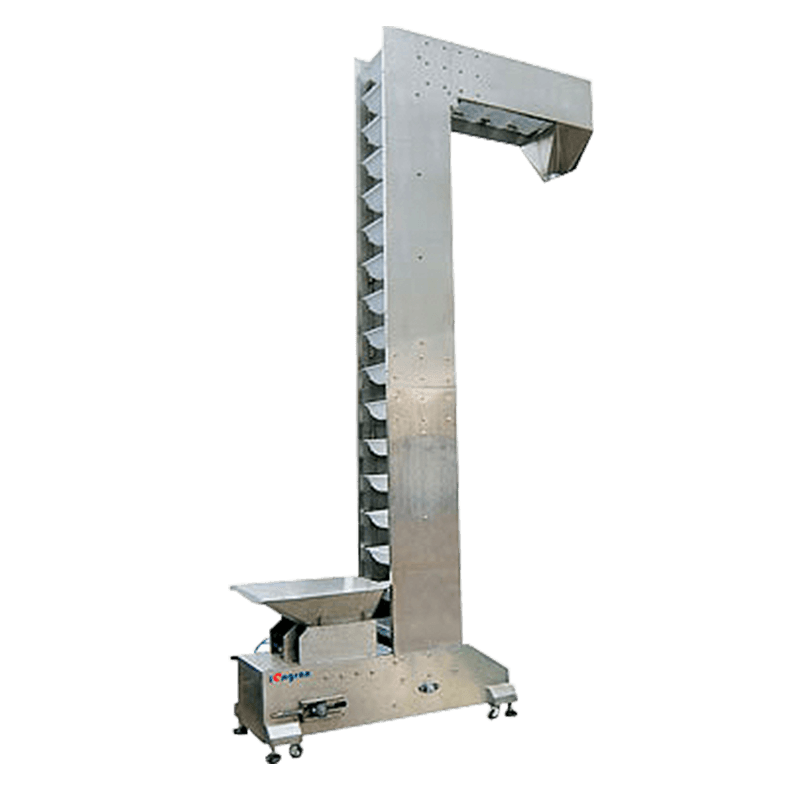
En kjededrevet bøtteheis er en kontinuerlig vertikal transportmaskin som bruker en eller to endeløse kjeder som trekkelement for å frakte en serie skuffer i en kontinuerlig sløyfe, og løfter bulkmaterialer - korn, sement, gjødsel, kull, mineraler eller industripulver - fra et lavere lastepunkt til et forhøyet utslippspunkt. Kjedet kobles til kjedehjul på toppen (hodet) og bunnen (bagasjerommet) av heisen, med drivenheten typisk plassert ved hodedelen der kjedet og bøttene beveger seg over drivhjulet og materialet slippes ut av sentrifugalkraft, tyngdekraft eller en kombinasjon av begge inn i en utløpssjakt.
Den grunnleggende forskjellen mellom kjededrift og beltedrevne skuffeheiser ligger i trekkelementet og driftsforholdene hvert system passer. Belteheiser bruker et transportbånd av gummi eller stoff for å bære skuffene, og tilbyr jevn, stille drift, lavere skuffeslitasje på skjøre materialer og høyere driftshastigheter - men med begrensninger på driftstemperatur, materialslipeevne og maksimal løftehøyde før beltestramming blir problematisk. Kjededrevne bøtteheiser , derimot, bruk stålkjeder som tåler betydelig høyere temperaturer, håndtere grove, slitende og tunge materialer som raskt vil ødelegge et gummibelte, og operere ved lavere hastigheter med høyere skuffefyllingsnivåer – kombinasjonen som gjør kjedeheiser til det foretrukne valget for tunge industrielle applikasjoner, inkludert sementproduksjon, gruvedrift, stålanlegg, råmaterialehåndtering eller kjemisk prosessering.
Hovedkomponenter i en kjededrevet bøtteheis
Å forstå funksjonen til hver hovedkomponent hjelper med spesifikasjoner, feilsøking og vedlikeholdsplanlegging. En kjettingskuffeheis består av flere sammenkoblede systemer som skal være korrekt tilpasset hverandre og til driftsforholdene.
Hodeseksjon og drivenhet
Hodeseksjonen sitter på toppen av heisen og rommer drivhjulet, akselen, lagrene og utløpsrennen. Drivhjulet griper inn i kjedet og overfører dreiemoment fra drivenheten - vanligvis en elektrisk motor koblet gjennom en girkasse og noen ganger en væskekobling eller variabel frekvensdrift - for å trekke det belastede kjedet og skuffene oppover på den stigende siden. Hodeseksjonen gir også utløpspunktet der materialet kommer ut av skuffene inn i den utgående sjakten. Geometrien til hodeseksjonen – kjedehjulsdiameter, panserform og utløpssjaktvinkel – bestemmer om utladning først og fremst skjer ved sentrifugalkast, gravitasjon eller positiv (styrt) utladning, hver egnet til forskjellige materialtyper og driftshastigheter.
Støvleseksjon og take-up
Bagasjeromsseksjonen ved bunnen av heisen rommer halehjulet, innløpet for materiallasting og kjedeoppsamlingssystemet. Materiale mates inn i støvelen enten ved gravitasjon gjennom en innløpsrenne (sentrifugallasting) eller ved at bøttene øser materiale fra et basseng i bagasjerommet (gravelasting). Opptaksmekanismen – typisk en skrueoppsamling eller gravitasjonsopptak – justerer spenningen i kjedet ved å flytte haleakselposisjonen, og kompenserer for kjedeforlengelse på grunn av slitasje og termisk ekspansjon. Å opprettholde riktig kjedestramming er avgjørende for jevn drift og for å forhindre at kjedet avspores fra tannhjulene. Bagasjerommet er også det stedet som er mest utsatt for materialoppbygging og slitasje, spesielt i gravebelastede heiser der skuffene gjentatte ganger støter på materialhaugen under fylling.
Kassing og kapsling
Heishuset omslutter kjettingen og skuffen langs det vertikale løpet mellom hodet og støvelen, og inneholder materialet, kontrollerer støv og gir strukturell støtte. Foringsrør er vanligvis laget av bløt stålplate for standardapplikasjoner, med rustfritt stål, slitebestandig stål eller spesiallegeringskonstruksjon tilgjengelig for korrosive, høytemperatur- eller svært slitende materialer. Foringsrørseksjoner er boltet sammen i modulære lengder - typisk 1,5 til 3 meter per seksjon - for å tillate transport til stedet og feltmontering til den nødvendige løftehøyden. Inspeksjonsdører med jevne mellomrom langs foringsrøret gir visuell tilgang til kjettingen og skuffene under drift og forenkler vedlikehold og blokkering. For eksplosive støvmiljøer – kornhåndtering er det primære eksemplet – må foringsrøret designes og konstrueres for å være i samsvar med gjeldende ATEX eller tilsvarende standarder for støveksplosjonsbegrensning eller ventilering.
Kjeder
Kjettingen er det definerende elementet i en kjededrevet skuffeelevator og må velges for kombinasjonen av strekkbelastning, slitasje, temperatur og korrosjonsforhold for hver applikasjon. Kjedetyper som brukes i bøtteheiser inkluderer smidde lenkekjeder (også kalt rundlenke eller stiftlenkekjeder), smidbart jernkjede, kjetting av støpt stål og rullekjede i ingeniørklasse. Smidd lenkekjede er den vanligste i tunge gruvedrift og sementapplikasjoner - de smidde stållenkene gir utmerket tretthetsmotstand og slagfasthet. Rullekjede i ingeniørklasse – liknende i konseptet til sykkel- eller motorsykkelkjede, men i mye tyngre industrielle kvaliteter – brukes i heiser der presis stigning er viktig for kjedehjulsinngrep og hvor den lavere vekten på rullekjedet sammenlignet med smidd ledd er fordelaktig for høyhastighetsapplikasjoner. Kjedeavstanden – senter-til-senter-avstanden mellom festepunktene – må samsvare nøyaktig med skuffeavstanden og tannhjulets tanngeometri.
Bøtter
Bøtter are the carrying elements that scoop, transport, and discharge the material. They are manufactured in a range of materials — mild steel, high-chrome white iron, stainless steel, polyethylene, and nylon — and in several profile geometries suited to different material types and operating speeds. Pressed steel buckets are the standard for medium-duty applications. Cast iron or high-chrome white iron buckets are used for highly abrasive materials such as clinker, sand, and ore. Polyethylene and nylon buckets are used for food-grade, pharmaceutical, and mildly abrasive applications where contamination from metal particles is a concern. Bucket profile — the relationship between bucket width, projection (depth), and back-plate height — is matched to the material's bulk density, lump size, and flowability to achieve efficient filling and clean discharge.
Typer kjededrevne bøtteheiser og deres driftsprinsipper
Kjedeskuffeheiser er kategorisert etter kjedekonfigurasjon, skuffeavstand og utløpsmetode. Hver type er optimalisert for spesifikke materialegenskaper og kapasitetskrav.
| Type | Kjedekonfigurasjon | Utslippsmetode | Best egnede materialer | Typisk bruk |
| Enkel kjedet sentrifugal | En sentral kjede | Sentrifugalkast | Frittflytende korn, frø, granulat | Kornhåndtering, gjødsel |
| Dobbeltkjedet sentrifugal | To sidekjeder | Sentrifugalkast | Tyngre granulære materialer | Kull, potaske, tilslag |
| Dobbel kjede gravitasjon | To sidekjeder | Tyngdekraft / positiv utladning | Klistrete, klumpete eller skjøre materialer | Klinker, slagg, store kullklumper |
| Superkapasitet / høy kapasitet | To tunge kjeder, store bøtter | Tyngdekraft / positiv utladning | Bulk med høy tetthet | Sementråmel, pukk, malm |
| Kontinuerlig (anheng) bøtte | To kjeder, tettsittende bøtter | Positiv utladning (bøtte tipper over neste bøtte) | Skjøre, klebrige eller luftede materialer | Sement, flyveaske, alumina, kjemikalier |
Den kontinuerlige skuffeheisen - hvor skuffene er plassert så tett at baksiden av den fremste skuffen fungerer som en styreflate for materiale som tømmes fra den etterfølgende skuffen - fortjener spesiell oppmerksomhet fordi dens driftsprinsipp er fundamentalt forskjellig fra sentrifugalutløpstyper. Ved hodet, i stedet for å kaste materiale utover med sentrifugalkraft, passerer bøttene over hodekjedehjulet og tipper fremover, og tømmer materiale på baksiden av den foregående bøtten og derfra inn i utløpsrennen. Denne positive utladningsmekanismen er uavhengig av driftshastighet, som gjør at kontinuerlige bøtteheiser kan kjøre med lavere hastigheter enn sentrifugaltyper – en fordel for skjøre materialer som ville bli skadet av høyhastighetspåvirkningen av sentrifugalutladning, og for klebrige eller sammenhengende materialer som ikke selvutlades rent ved sentrifugalkast.
Kapasitetsberegning og dimensjonering for kjedebøtteheiser
Korrekt dimensjonering av en elevator med kjededrevne skuffer krever beregning av nødvendig volumetrisk og massegjennomstrømning og deretter velge en skuffestørrelse, skuffeavstand, kjedehastighet og drivkraft som sammen leverer den gjennomstrømningen pålitelig. Underdimensjonering skaper en flaskehals i systemet; overdimensjonering sløser med kapital og øker driftskostnadene. Følgende metodikk dekker de viktigste dimensjoneringstrinnene.
Volumetrisk kapasitetsberegning
Den teoretiske volumetriske kapasiteten til en skuffeheis beregnes ut fra skuffevolumet, skuffefyllingsfaktoren, kjedehastigheten og skuffeavstanden. Formelen er: Q (m³/h) = (V × φ × 3600 × v) / a, der V er bøttevolumet i liter, φ er fyllfaktoren (typisk 0,6 til 0,85 avhengig av materialflytbarhet og lastemetode), v er kjedehastigheten i meter per sekund, og a er bøttestigningen (avstand mellom bøttepunkter). Massegjennomstrømning oppnås deretter ved å multiplisere volumetrisk kapasitet med materialets bulkdensitet. For materialer med høy bulktetthet – som jernmalm ved 2,0 til 2,5 t/m³ – må kjettingen og skuffen velges for den resulterende høye massebelastningen per lineær meter kjede, ikke bare den volumetriske gjennomstrømningen.
Valg av kjedehastighet
Kjedehastighet i bøtteheiser er vesentlig lavere enn remhastighet i tilsvarende belteheiser, noe som gjenspeiler den tyngre kjedemassen og behovet for å unngå for store sentrifugalkrefter på kjedet ved kjedehjulskontakt. Typiske kjedehastigheter varierer fra 0,4 til 1,0 m/s for heavy-duty doble kjede gravitasjonselevatorer, økende til 1,0 til 1,8 m/s for sentrifugale utløpstyper, og overskrider sjelden 2,0 m/s for noen kjedeheisapplikasjoner. Høyere kjedehastigheter øker kapasiteten for et gitt skuffevolum og -avstand, men øker også kjedeslitasjen, kjedehjulsslitasjen og støtbelastningen på kjettingleddene når skuffene kommer inn i bagasjerommet. For materialer som er slipende, klumpete eller temperaturfølsomme, forlenger konservativt valg av kjedehastighet levetiden betydelig.
Drivkraftberegning
Drivkraften som kreves for en kjedeskuffeheis er summen av kraften som trengs for å løfte materialet (den nyttige arbeidskomponenten) og kraften som forbrukes av kjedefriksjon, skuffeluftmotstand og drivtogstap. Løftekraften er: P_lift (kW) = (Q × H × g) / (3600 × η), der Q er massegjennomstrømning i t/h, H er løftehøyde i meter, g er gravitasjonsakselerasjon (9,81 m/s²), og η er total driveffektivitet (typisk 0,85 til 0,92 for kombinert girkasse og kjededrift). Total installert motoreffekt inkluderer en servicefaktor på 1,25 til 1,5 over det beregnede kravet for å imøtekomme oppstartsbelastninger, sporadiske overbelastninger og den ekstra kjedefriksjonen som utvikles når kjedet slites og forlenges over levetiden.
Materialkompatibilitet og bruksspesifikke hensyn
Kjededrevne bøtteheiser håndterer et bredere utvalg av vanskelige materialer enn belteheiser, men ikke alle materialer er like enkle å håndtere. Følgende materialegenskaper har spesifikke implikasjoner for heisdesign og komponentvalg.
- Høytemperatur materialer: Materialer over 100 °C – inkludert sementklinker ved 80 til 150 °C, kalsinert alumina eller varm aske – krever varmebestandig kjedekonstruksjon med lenker av legert stål, høytemperatursmøremidler i kjettingledd og -lagre, og stålbøtter i stedet for plast. Foringsrørets ekspansjonsskjøter må tilpasses termisk vekst av strukturen. Standard rullekjede med polymertetninger er uegnet over ca. 80°C; smidd leddkjede eller høytemperatur-rullekjede er nødvendig for vedvarende drift ved høy temperatur.
- Svært slitende materialer: Kvartsitt, silikasand, klinker og jernmalm påfører stor slitasje på bøtteleppene, bøtteryggene og kjettingleddene som kommer i kontakt med støveltrauet. Høykromte bøtter i hvitt jern eller hardox stål med utskiftbare slitelepper forlenger levetiden betraktelig i disse bruksområdene. Støvlettseksjonens trau og områdene der kjettingen kommer i kontakt med foringsrøret må fores med slitesterkt stål eller keramiske fliser. Overvåking av kjedeforlengelse månedlig og utskifting av kjede før den forlenges utover 2 til 3 % av den opprinnelige stigningslengden, forhindrer hopp av tannhjul som forårsaker plutselig kjedeavsporing.
- Klistrete og sammenhengende materialer: Våt leire, fuktig kull eller klebende kjemikalier kan feste seg til bøtteflatene og ikke tømmes rent ved hodet, bygge seg opp over tid og forårsake ubalanse, blokkering og eventuell mekanisk feil. Heistyper med positiv utladning (kontinuerlig bøtte) minimerer dette problemet sammenlignet med sentrifugalutslipp. Bøtteoverflatebehandling – glatt overflate, PTFE-belegg eller bøttefôr av polyetylen – reduserer vedheft. Noen installasjoner bruker vibratorer på hodeseksjonen for å hjelpe til med å frigjøre materiale fra klebrige materialer.
- Eksplosive eller brennbare støvmaterialer: Korn, mel, sukker, kullstøv og mange kjemiske pulvere danner eksplosive støv-luftblandinger i heishus under normale driftsforhold. Kjedeskuffeheiser som håndterer disse materialene må være utformet i henhold til ATEX Zone 21 eller tilsvarende standarder – eksplosjonsventilasjonspaneler på foringsrøret med jevne mellomrom, antistatisk kjetting og skuffer, jording av alle metalliske komponenter og hastighetsovervåking for å oppdage belte- eller kjedeslip som kan generere varme på tenningsnivå fra friksjon. Kornheiseksplosjoner har historisk sett forårsaket flere dødsfall, og overholdelse av gjeldende støveksplosjonsbestemmelser er et ikke-omsettelig krav for disse bruksområdene.
- Etsende materialer: Gjødsel som inneholder ammoniumnitrat eller kaliumklorid, kjemiske pulvere eller materialer i fuktige kystmiljøer kan forårsake rask korrosjon av bløtt stålkjede og foringsrørkomponenter. Rustfritt stålkjede, rustfritt stålhuskonstruksjon eller beskyttende belegg med regelmessige inspeksjons- og utskiftingsplaner er nødvendig. Galvanisert kjede gir begrenset beskyttelse - i aggressive kjemiske miljøer tømmes sinkbelegget raskt, og rustfritt stål er en mer holdbar løsning til tross for høyere startkostnader.
Kjedevalg og strekkbelastningsstyring
Kjettingen er den mest kritiske og mest feilutsatte komponenten i en kjededrevet skuffeheis. Riktig kjedevalg og strekkbelastningshåndtering er de viktigste tekniske beslutningene i heisdesign.
Maksimal kjedespenning oppstår på den oppadgående belastede siden ved hodedrevet, og er summen av vekten av det belastede kjedet og skuffene på den stigende siden pluss spenningen som kreves for å trekke det tomme kjedet og skuffene på den nedadgående siden mot tyngdekraften og friksjon. For en dobbelkjedeheis deles den totale spenningen likt mellom de to kjedene, så arbeidsspenningen per kjede er halvparten av den totale beregnede spenningen. Den valgte kjettingen må ha en minimumsbruddlast (MBL) betydelig over den beregnede arbeidsspenningen — en minimumssikkerhetsfaktor på 7:1 mot MBL er konvensjonell for skuffeheiskjeder i kontinuerlig drift, som stiger til 10:1 for applikasjoner med alvorlig støtbelastning fra store klumpmaterialer eller hyppige starter mot full belastning.
Kjedeutmattelse - den progressive svekkelsen av kjettingledd under gjentatt syklisk belastning - er den primære feilmodusen i velholdte heiskjeder i stedet for statisk overbelastning. Utmattelseslevetiden til en kjede er sterkt avhengig av forholdet mellom arbeidsspenning og MBL - kjeder som drives med lavere brøkdeler av MBL varer uforholdsmessig lenger enn kjeder som presses nærmere sin nominelle kapasitet. Å velge neste kjedestørrelse over minimumskravet ved beregning er ofte berettiget på grunnlag av livssykluskostnad, ettersom den ekstra kostnaden for tyngre kjede er liten i forhold til kostnaden for ikke-planlagt nedetid for kjedebytte.
Vedlikeholdspraksis som bestemmer kjedeheisens pålitelighet
En kjededrevet bøtteheis er en mekanisk enkel maskin, men en som brytes raskt ned hvis vedlikeholdet blir forsømt. Følgende vedlikeholdspraksis har størst innvirkning på levetid og tilgjengelighet.
- Overvåking av kjedeforlengelse: Mål kjedestigningen på flere punkter rundt sløyfen hver tredje til sjette måned (oftere ved bruk med slipemidler) ved å bruke en kjedeslitasjemåler eller ved å måle lengden på en ti-leddet seksjon og sammenligne med den nye nominelle kjettingen. Bytt ut kjedet når forlengelsen når 2 % av den opprinnelige stigningslengden - på dette tidspunktet vil kjedet ikke lenger gripe riktig inn i tannhjultennene, noe som forårsaker akselerert tannhjulsslitasje og risiko for kjedehopping. Å bytte kjede før denne terskelen er nådd er betydelig billigere enn å bytte kjede og slitte kjedehjul sammen.
- Kjedesmøring: Kjedeledd krever smøring for å redusere slitasje på pinner og bøssinger. I mange bruksområder for bøtteheiser gir automatiske kjedesmøresystemer som påfører en oppmålt mengde smøremiddel på kjedetappene når kjedet passerer et smørepunkt, mer konsekvent og pålitelig smøring enn manuell olje. Smøremiddelspesifikasjonen må være kompatibel med materialet som håndteres - matvaregodkjent smøremiddel er nødvendig for mat- og farmasøytiske bruksområder, og noen kjemiske bruksområder krever smøremidler som er motstandsdyktige mot spesifikke løsemidler eller etsende midler.
- Inspeksjon og utskifting av bøtte: Inspiser bøtteleppene, baksiden og festebolthullene månedlig. Slitte bøttelepper reduserer fyllingseffektiviteten og lar materialet falle tilbake gjennom klaringen mellom bøtte og foringsrør. Sprukne eller ødelagte skuffer må skiftes ut umiddelbart - et bøttefragment som frigjøres i heishuset kan sette seg fast mellom kjedet og kjedehjulet, og forårsake plutselig kjedesvikt eller skade på foringsrøret. Skruefester med bolter bør kontrolleres for riktig dreiemoment ved hver planlagte inspeksjon, ettersom vibrasjoner gradvis løsner festene.
- Opptaksjustering: Inspiser kjedets nedbøyning i bagasjerommet og juster opptaket for å opprettholde riktig kjedespenning månedlig. Utilstrekkelig strekk forårsaker kjedesynking som kan komme i kontakt med foringsrøret eller forårsake at kjedet løsner fra tannhjulene. For høy spenning akselererer slitasje på kjede, kjedehjul og lager og øker drivkraftforbruket. Registrer opptaksposisjon ved hver justering – en trend med økende opptaksforlengelse indikerer kjedeforlengelse og hjelper til med å forutsi når kjedebytte vil være nødvendig.
- Rensing av oppstartsseksjonen: Materialoppbygging i bagasjerommet – uunngåelig i de fleste bruksområder – øker nivået der skuffene begynner å grave, noe som øker øsemotstanden og kjedespenningen. Regelmessig oppstartsrensing, enten gjennom planlagt manuell rengjøring eller automatisk kontrollsystemer for oppstartsnivå, opprettholder konsistente belastningsforhold og reduserer risikoen for overspenninger på oppstartsnivå som overbelaster stasjonssystemet.
Hva du skal vurdere når du spesifiserer eller kjøper en kjededrevet bøtteheis
Å kjøpe en kjededrevet skuffeheis er en betydelig kapitalinvestering, og driftsytelsen og de totale eierkostnadene avhenger sterkt av hvor godt spesifikasjonen samsvarer med de faktiske applikasjonskravene. Følgende evalueringsrammeverk dekker nøkkelspørsmålene som må løses før du forplikter deg til en leverandør eller design.
- Har materialet blitt fullstendig karakterisert? Gi leverandøren fullstendige materialdata – bulktetthet (løs og komprimert), klumpstørrelsesfordeling, fuktighetsinnholdsområde, temperaturområde, slipeevne (Bond Work Index eller Mohs-hardhet for abrasiv vurdering), hvilevinkel og eventuelle kjemiske egenskaper som er relevante for materialkompatibilitet. Ufullstendig materialkarakterisering er den vanligste årsaken til underytelse av heisen og for tidlig slitasje. Hvis materialet varierer sesongmessig eller med kilde, spesifiser de verste forholdene i stedet for gjennomsnittlige forhold.
- Hva er den nødvendige kapasiteten og hvordan ble den beregnet? Bekreft om det oppgitte kapasitetsbehovet er en toppdrift (maksimal øyeblikkelig gjennomstrømning) eller en gjennomsnittlig gjennomstrømning. Design til topps med en servicefaktor. Kontroller at leverandørens kapasitetsberegning bruker riktig bulktetthet og fyllfaktor for ditt spesifikke materiale – generiske fyllfaktorer for "lignende" materialer kan gi betydelige feil i faktisk gjennomstrømning for kohesive eller variable materialer.
- Hvilken kjedesikkerhetsfaktor brukes? Be om leverandørens kjedevalgsberegninger som viser arbeidsspenning, kjede MBL og den resulterende sikkerhetsfaktoren. En minste sikkerhetsfaktor på 7:1 mot MBL er passende for kontinuerlig drift; mindre enn dette bør spørres og begrunnes. Bekreft at sikkerhetsfaktoren står for dynamiske belastninger fra oppstart mot full belastning, ikke bare løpespenning i jevn tilstand.
- Hvilke tilgangs- og vedlikeholdsbestemmelser er inkludert? Bekreft antall og plassering av inspeksjonsdører, tilgangsarrangementet for hode- og bagasjeromsseksjonene, justeringsmetoden for kjedeopptak og tilgangspunktet, og om drivarrangementet tillater vedlikehold uten å forstyrre kjedet eller kappen. Heiser som er vanskelige å inspisere og vedlikeholde vil ikke bli vedlikeholdt riktig, noe som fører til for tidlig svikt og uplanlagt nedetid.
- Hvilke sikkerhetssystemer er inkludert som standard? Som et minimum, bekreft at heisen inkluderer en tilbakeslagsanordning (for å forhindre omvendt rotasjon og kjedetilbakeslag under belastning ved strømbrudd), en hastighetsmonitor (for å oppdage kjedesliping, brudd eller blokkering) og overbelastningsbeskyttelse på drivmotoren. For bruk med eksplosivt støv, bekrefte ATEX-samsvarsdokumentasjon og designgrunnlaget for eksplosjonsbeskyttelse.
- Er reservedeler på lager? Bekreft at leverandøren eller en regional distributør har lager av kritiske slitasjedeler – kjede (inkludert matchede erstatningslengder), skuffesett og kjedehjul – for den spesifikke heismodellen og størrelsen du kjøper. En heis som ikke kan settes i drift innen 24 til 48 timer etter en kjede- eller skuffesvikt på grunn av utilgjengelighet av deler har en uakseptabel operasjonell risikoprofil for de fleste produksjonskritiske bruksområder.













Kontakt oss